| |
| |
| By applying optimization technology to casting process design, manufacturers can produce less-expensive, better-quality parts in record time. |
| |
The science of process design for casting has developed relatively slowly until recently. Rule-of-thumb and empirical procedures, along with much trial and error, characterized this discipline over the past century. In the past decade, computer simulation of the process has come into general use, so casting engineers have a more scientific basis upon which to design. However, even with simulation, the design process itself has tended to be basically a trial-and-error search for an “adequate” design.
|
| Riser Relevance |
Casting engineers struggle with physics to produce a good, high-quality part. One of the basic complications is that when liquid metal cools and freezes, it contracts and becomes dense. If the casting process is not designed correctly, then this contraction will result in holes, or “shrinkage porosity,” within the metal part. Such a defect can cause a cast part to fail under stress or even interfere with the function of the part if machining operations expose the defect.
The usual solution is to provide a shape attached to the casting that can serve as a delivery source of liquid metal during solidification, “feeding” metal into the casting to compensate for the contraction. These shapes “risers” or “feeders” are removed from the casting net shape by cutting or grinding.
This situation creates something of a dilemma for the casting engineer. Larger risers tend to ensure the absence of shrinkage defects in the casting. However, risers add to the cost of producing a part: the metal in the risers is not part of the finished casting, but it must be melted, poured, removed, and handled as part of the process. Therefore, the smaller the risers, the lower the cost of producing a casting.
|
| On the optimization path |
To link casting simulation and optimization technology to further improve the casting design process, Altair and Finite Solutions’ team members developed an interface to the Altair optimization software and created a method to automatically adjust model geometry and initial conditions based on changes suggested by the optimization system. Developers considered other issues, such as identifying which features of the model would be made available as “design variables” and which outputs could be used for “objective functions” and “constraints.”
For example, developers designated the size of the riser, initial material temperatures and pouring time as key design variables. They determined that one of the most useful combinations of potential constraints and objective functions involved specifying the level of predicted shrinkage porosity within the casting as a constraint and asking the system to maximize the process yield - defined as the ratio of the net weight of the casting to the weight of total metal poured - as the objective function. This result in the system finding the least amount of metal that will produce a cast part with a desired quality level.
|
| Optimization in action |
The optimization software speeds up the casting design process, as demonstrated in the following example, in which the casting designer’s goal is to decide if the current design has resulted in a “good part” at the lowest possible cost.
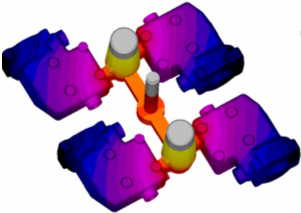
First, the user identifies the model features that are to be considered design variables. Here, one of the large side risers, (shown in red), has been selected. The minimum and maximum scale factors are specified, defining the design space for this riser. The user also needs to indicate a “pin point,” which is a point on the selected shape that will stay at a constant location while the shape expands and contracts.
Once these items are specified, the next feature (one of the other risers) is selected as an additional design variable, and the same information is entered. This continues until all risers have been selected.
The user then optionally selects one or more constraints and the objective function from a list of system outputs. Once these selections have been made, the optimization project is launched. All that the user must do is to click a menu selection. The process after that point is automatic.
The software runs a series of process simulations with changes in the design variables. The system automatically modifies the model each time, and results are compared to the constraint(s) and objective function.
In addition to yield improvement, it is possible to approach quality maximization for critical parts through proper selection of constraints and the objective function. For example, the strength of the material in a casting is related to the cooling rate of the metal while the casting is solidifying: higher cooling rates generally translate into better material properties (higher yield and ultimate strength). Optimizing a casting for maximum cooling rate, while constraining the formation of internal defects, can result in a part that can withstand higher loads - and that performs better over its lifetime.
For the metalcasting industry, optimizing the process design means that is no longer necessary for the design engineer to examine each process simulation and determine whether the process is complete, and if not, what should be changed. Using optimization, the engineer can spend his/her time more productively on problem definition. This nudges the design engineer, perhaps unconsciously, into taking a more rational approach to the overall design process. Ultimately, it will result in more successes. And, the companies that adopt optimization technology will be better competitors in the global market.
For more information on optimization technology and solutions, call Shibi @ 99455 05415 or mail to marketing@edstechnologies.com
|
|
|
|